Naše výhody
Naše výhody
Elektrolýzu všichni známe především jako proces nanášení povlaků, například mědi, zinku nebo chromu. Elektrolytické čištění svarů využívá elektrolýzu, ale v její opačné formě, a to jako odstranění oxidické okuje. Faradayův zákon elektrolýzy říká, že elektrolýza probíhá působením stejnosměrného proudu a při určité proudové hustotě, která je specifická pro danou chemickou sloučeninu a velikost opracovávané plochy. Různé sloučeniny oxidické okuje vyžadují různé hustoty proudu, proto se pro čištění svarů běžně používá střídavý proud, protože stejnosměrný proud nezajišťuje účinné a efektivní čištění.
Ukazuje se, že v celé sinusoidě střídavého proudu jsou pouze krátké časové úseky skutečně účinné pro jednotlivé oxidické okuje. To vede k obdobím, kdy zařízení pracuje naprázdno, ke zvýšené spotřebě energie a k nadměrnému zahřívání. Současně se výrazně prodlužuje doba celého procesu a je nutné provést ještě druhou operaci – finální čištění stejnosměrným proudem, při kterém dochází k zahájení pasivace. Tyto skutečnosti obvykle nenajdete v reklamních materiálech výrobců; zjistíte je až při reálném používání zařízení a po prostudování návodu, kdy si uvědomíte skutečnou délku procesu.
U zařízení napájených střídavým proudem (AC) jsou totiž pro jednotlivé sloučeniny účinné pouze malé části pracovního cyklu, přičemž během druhé poloviny periody naopak dochází k opětovnému nanášení znečištění na opracovaný povrch, podobně jako při galvanizaci. Tento jev následně vyžaduje dokončení procesu stejnosměrným proudem (DC), tedy finální dočištění povrchu od dříve nanesených sloučenin.
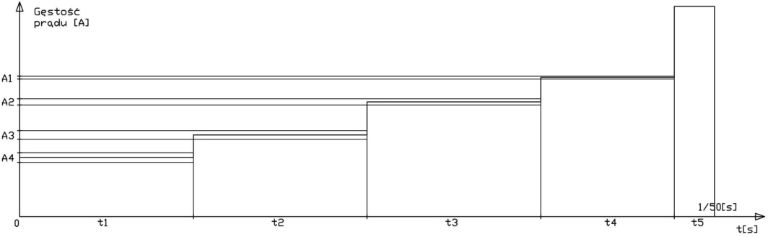
 A1, A2, A3, A4 - efektivní proudové hustoty pro jednotlivé oxidické okuje t1, t2, t3, t4 - efektivní čas elektrolýzy pro střídavý proud (AC)")
Obr. 1. Analýza účinnosti elektrolytického čištění pro střídavý proud (AC) A1, A2, A3, A4 - efektivní proudové hustoty pro jednotlivé oxidické okuje t1, t2, t3, t4 - efektivní čas elektrolýzy pro střídavý proud (AC)
U zařízení WELDEC je vše zcela jiné
Speciálně zvolená modulace stejnosměrného proudu pracuje výhradně v rozsahu efektivní proudové hustoty a eliminuje zápornou část sinusoidy, díky čemuž po celou dobu probíhá pouze proces čištění. Není nutné provádět druhou operaci, protože celý proces zůstává neustále na straně čištění.
Obr. 2. Analýza účinnosti elektrolytického čištění pro modulaci WELDEC
A1, A2, A3, A4 – efektivní hustoty proudu pro jednotlivé oxidové vrstvy okují
t1, t2, t3, t4 – časy efektivní elektrolýzy při modulaci stejnosměrného proudu DC WELDEC
t5 – zahřívací energetický impuls (proces probíhá nad 30 °C)
Jak je vidět, tento proces lze provést v souladu se základními zákony elektrolýzy, nicméně vytvoření takové proudové charakteristiky vyžadovalo provedení mnoha měření, testů, metalografických výbrusů (vzorků) podrobně analyzovaných pod mikroskopem, korekcí, opakovaných měření apod. K dosažení tohoto cíle je nezbytný přístup ke specializovaným měřicím zařízením a k laboratornímu zázemí.
Celý proces byl inspirován výrobními problémy a pomalostí zařízení, která jsou pro tento proces běžně dostupná na trhu. Při reálném pohledu na potřeby a možnosti polského kovozpracujícího průmyslu se ukázalo jako nezbytné vytvořit zařízení odolné vůči všemu. Pracovník, který má provést stejnou operaci dvakrát (například práci v režimu AC a následně DC) a při druhém kroku nevidí žádný efekt své práce, má v praxi tendenci tento druhý krok vynechat. To představuje časovanou bombu, například po půl roce začne čištěný díl korodovat a objevují se reklamace. Zařízení WELDEC jsou jednak výrazně rychlejší a díky jednoduché obsluze prakticky eliminují možnost chyby a zároveň zajišťují, že pracovník nebude proces zjednodušovat nebo obcházet.
Největší výzvou je karbid chromu, který se vyskytuje na hranicích zrn, a přestože povrch vypadá vizuálně čistý, jeho zbytky mohou vést k mezi krystalické korozi. Právě proto jsme v našem procesu kladli největší důraz na tuto sloučeninu (karbid chromu), která není viditelná pouhým okem. V rámci jednoho impulzu je největší část času věnována jejímu efektivnímu odstranění.
Pasivace
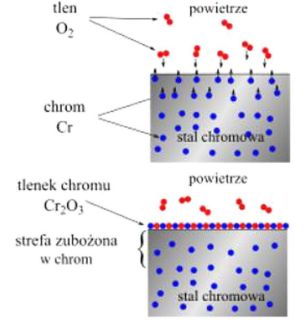
Pasivace je proces vytváření pasivní vrstvy na povrchu kovu, která chrání základní-původní materiál před korozí. V případě antikorozních ocelí (s obsahem chromu minimálně 11 %) má chrom obsažený ve slitině přirozenou schopnost vytvářet na povrchu oxid chromu Cr₂O₃. Právě tato oxidická vrstva zajišťuje antikorozní ochranu materiálu. Pokud je tato vrstva poškozena během třískového obrábění (depasivace), dochází k její obnově reakcí s kyslíkem obsaženým v okolním vzduchu, čímž je zachována korozní odolnost materiálu (repasivace).
Vrstva oxidů chromu může být rovněž poškozena v důsledku chemických reakcí nebo vlivem nečistot přítomných na jejím povrchu.
Hlavní příčinou poškození pasivní vrstvy je však působení vysoké teploty během tváření a svařování. Oxidické okuje se skládají z několika chemických sloučenin. Odstranění všech nečistot a vměstků, a tím i odkrytí volného chromu na povrchu materiálu, umožňuje jeho vazbu s kyslíkem z okolního prostředí. Proces tvorby oxidu chromu probíhá samovolně po opláchnutí elektrolytu.
V technologii Weldec probíhá proces pasivace s využitím přirozené schopnosti oceli k pasivaci, proto zde nehrozí možnost zanechání chemických stop po procesu, jako je tomu u leptacích past, kde je pasivace výsledkem chemické reakce probíhající pod vrstvou toxické kyseliny fluorovodíkové. Elektrolyty Weldec jsou plně ředitelné vodou.
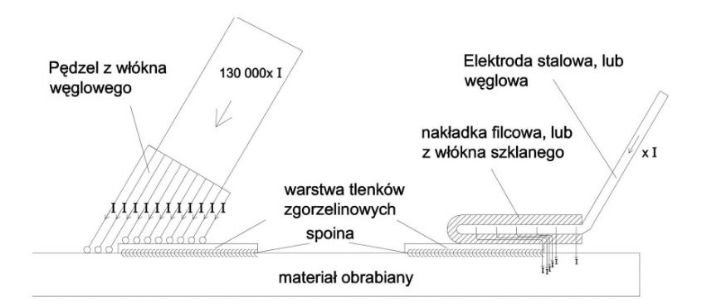
Dalším klíčem ke stabilizaci procesu bylo použití elektrody ve formě štětce (kartáče) z uhlíkových vláken. Zvýšení elektrického odporu elektrolytu umožnilo vznik samostatného elektrolytického ohniska pro každé jednotlivé vlákno. Elektrolýza neprobíhá mezi vlákny, ale pouze v místě kontaktu vlákna s obráběným materiálem. Elektrický proud vždy teče tam, kde má menší odpor, pokud se v místě styku nachází hůře vodivá vrstva (okuje určená k odstranění), je elektrolýza soustředěna na konec (špičku) vlákna. Proud neteče do stran, ale prochází přímo skrz okuje, až do jejích úplného odstranění. Na pracovní ploše štětce o velikosti přibližně 70 mm² připadá asi 130 000 uhlíkových vláken. Průměr elektrolytického ohniska na konci vlákna, počet uhlíkových vláken, pracovní plocha štětce i hustota proudu jsou zvoleny tak, aby na celé pracovní ploše probíhala efektivní elektrolýza.
U zařízení s pevnou elektrodou (uhlíkovou nebo ocelovou) s filcovou vložkou (nástavcem) nebo vložkou z uhlíkového vlákna probíhá proces poněkud odlišně (viz obr.). Vložka (nástavec) je vyrobena z materiálu, který nevede elektrický proud. Proud je veden pouze díky nasycení koncovky elektrolytem. Velká styčná plocha způsobuje, že se elektroda vždy dotýká i již vyčištěných míst, a právě tudy elektrický proud nejprve protéká. Teprve když se elektrolyt v čisté oblasti zahřeje a jeho odpor vzroste, dojde k průchodu proudu přes cílovou vrstvu oxidické okuje. Tato metoda vyžaduje vysoké energetické náklady, což vede k produkci velkého množství tepla a kouře, k nutnosti použití silných kabelů, režimu AC/DC a na konci procesu je navíc nutné obráběný díl ochlazovat.
Jako jediná firma v Polsku nabízíme zařízení, která jsou výsledkem čistě inženýrského přístupu k problematice čištění svarů. Na každou položenou otázku a tezi jsme odpověděli prostřednictvím experimentů, výzkumu a laboratorních testů. Celý proces jsme rozdělili na řadu dílčích kroků a každý z nich samostatně optimalizovali. Právě tento přístup již ve fázi návrhu umožnil vytvořit produkt nejvyšší kvality a účinnosti.
Prezentace účinnosti elektrolytu pro čištění svarových spojů.
5 litrů postačuje na vyčištění více než jednoho kilometru TIG svaru.